金属冲压基础知识
五金冲压是一种制造工艺,用于将扁平金属片转换成特定形状。这是一个复杂的过程,可以包括许多金属成形技术-落料,冲孔,弯曲和穿孔,仅举几例。
美国有数千家公司提供金属冲压服务,为汽车、航空航天、医疗和其他市场的行业提供零部件。随着全球市场的发展,对快速生产的大量复杂零件的需求不断升级。
金属冲压是一种快速和经济的解决方案,这种大规模的制造需求。需要金属零件冲压项目的制造商通常寻找三个重要的品质:

高质量的
和耐用性

低成本

快速周转时间
金属冲压是一种快速和经济的解决方案,这种大规模的制造需求。需要金属零件冲压项目的制造商通常寻找三个重要的品质:

高质量的
和耐用性

低成本

快速周转时间
以下指南说明了金属冲压设计过程中常用的最佳实践和公式,并包括将成本削减考虑因素纳入零件的提示。
冲压基本知识
冲压-也称为压制-包括放置平板金属,无论是线圈或空白形式,进入冲压机。在压力机中,工具和模具表面将金属加工成所需的形状。冲孔、落料、弯曲、压印、压花和翻边都是用于成形金属的冲压技术。
在材料成型之前,冲压专业人员必须通过CAD/CAM工程技术设计模具。这些设计必须尽可能精确,以确保每个冲头和弯曲保持适当的间隙,因此,最佳的零件质量。单个工具3D模型可能包含数百个零件,因此设计过程通常相当复杂和耗时。
一旦刀具的设计确定,制造商就可以使用各种加工、磨削、线切割等制造服务完成它的制作。
金属冲压的种类
金属冲压技术有三种主要类型:逐级、四滑和深拉。
级进模冲压
级进模冲压设有多个站,每个站都有独特的功能。
首先,脱衣舞女是联邦探员通过先进的冲压出版社。带材从线圈稳定地展开并进入压模机,其中工具中的每个工位然后执行不同的切割,冲孔或弯曲。每个连续工位的动作加到前一工位的工作上,形成一个完整的部分。
制造商可能不得不在一台压力机上反复更换工具或占用多个压力机,每个压力机执行完成零件所需的一个动作。即使使用多台压力机,也经常需要二次加工服务才能真正完成一个零件。因此,级进模是冲压的理想解决方案具有复杂几何形状的金属零件为了满足:
- 更快的周转
- 较低的人工成本
- 更短的运行长度
- 更高的可重复性
Fourslide冲压
四张幻灯片,或多张幻灯片,包括水平对齐和四个不同的幻灯片;换句话说,同时使用四种工具来加工工件。这个过程允许复杂的切割和复杂的弯曲来开发即使是最复杂的零件。
- 适用于更复杂的部件
- 设计更改的更大灵活性
顾名思义,四滑滑梯有四个滑块,这意味着多达四个不同的工具,每个滑块一个,可以用来同时实现多个弯曲。当材料进入四滑块时,它被每个装有工具的轴快速连续地弯曲。
深拉冲压
拉深是指通过冲床将钣金坯料拉入模具,使其成形。当被拉伸部分的深度超过其直径时,这种方法被称为“深拉”。这种类型的成型非常适合制造需要多个系列直径的组件,是一种具有成本效益的车削工艺的替代方案,车削工艺通常需要使用更多的原材料。常用的应用和产品包括:
- 汽车零部件
- 飞机零部件
- 电子继电器
- 器皿及炊具
短期冲压
短期金属冲压所需的前期模具费用最低,是原型或小型项目的理想解决方案。坯料制作完成后,制造商使用定制的模具组件和模具插入件组合来弯曲、冲孔或钻孔。定制成型操作和较小的运行规模可能会导致较高的单件费用,但没有模具成本可以使短期运行对许多项目更具成本效益,特别是那些需要快速周转的项目。
金属冲压设计流程
金属冲压是一个复杂的过程,可以包括许多金属成型工艺-落料,冲孔,弯曲,穿孔等。下料:这个过程是关于切割产品的粗略轮廓或形状。这个阶段是关于尽量减少和避免毛刺,这可能会提高你的零件的成本,并延长交货时间。这一步是确定孔直径,几何形状/锥度,孔与边之间的间距和插入第一个穿孔。

弯曲:当您在设计冲压金属零件的弯曲时,重要的是允许足够的材料-确保设计您的零件及其坯料,以便有足够的材料来执行弯曲。需要记住的一些重要因素:
- 如果弯曲处离孔太近,就会变形。
- 缺口和标签,以及槽,应该设计的宽度至少是材料厚度的1.5倍。如果做得再小一点,由于施加在冲子上的力,它们就很难形成,导致它们断裂。
- 在你的空白设计的每个角落都应该有一个半径,至少是材料厚度的一半。
- 为了尽量减少毛刺的数量和严重程度,尽可能避免尖角和复杂的切口。当这些因素无法避免时,请务必在设计中注意毛刺方向,以便在冲压过程中考虑到它们
压印:这个动作是指冲压金属零件的边缘被敲击以压平或打破毛刺;这可以在零件几何形状的铸造区域创建更平滑的边缘;这也可以为零件的局部区域增加额外的强度,这可以用来避免二次加工,如去毛刺和磨削。需要记住的一些重要因素:
塑性和晶粒方向
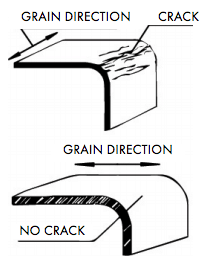
塑性和晶粒方向塑性是指材料在受到外力时所发生的永久变形。可塑性强的金属更容易形成。晶粒方向在高强度材料中很重要,如回火金属和不锈钢。如果弯曲沿着高强度的颗粒,它可能容易开裂。
弯曲的高度
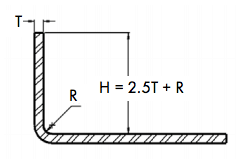
弯曲的高度-弯曲的整体高度对有效形成有最低要求,应至少为2.5倍材料厚度+弯曲半径
弯曲救援
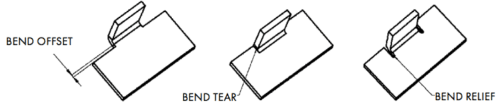
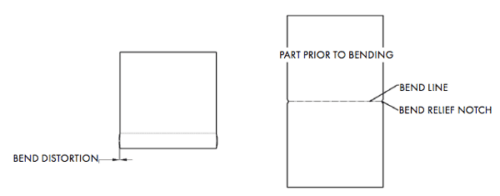
弯曲救援-在要弯曲的部分附近添加小凹槽——它们的宽度至少是材料厚度的两倍,长度为弯曲半径加上材料厚度。
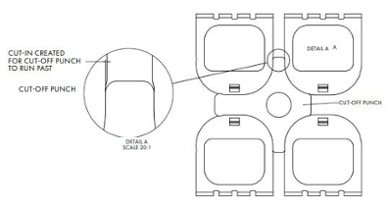
弯曲变形/膨胀:弯曲变形引起的胀形可达材料厚度的1 / 2。随着材料厚度的增加和弯曲半径的减小,变形/凸起变得更加严重。携带网和“不匹配”切割:这是指需要在零件上进行非常轻微的切割或凸起,通常深度约0.005英寸。当使用复合或转移型模具时,该特性不是必需的,但在使用级进模模具时是必需的。
额外的资源伟德BETVlCTOR体育下载



定制金属冲压
定制金属冲压描述了需要定制工具和技术来生产客户指定零件的金属成形过程。广泛的行业和应用采用定制冲压工艺,以满足大批量生产的需求,并确保所有部件符合准确的规格。
定制金属冲压项目
设计工程师可以为不同行业的客户提供各种各样的金属冲压项目。为了更好地说明定制冲压金属部件的多功能性,我们在下面概述了ESI工程师最近完成的几个项目。
医疗行业重要监测设备的定制冲压部件
一位医疗行业的客户找到ESI定制金属冲压件这将被用作弹簧和电子屏蔽,用于医疗领域的重要监测设备。
- 他们需要一个具有弹簧标签功能的不锈钢盒子,并且很难找到一个能够在合理的时间内以合理的价格提供高质量设计的供应商。
- 为了满足客户只在零件的一端镀锡的独特要求,而不是整个零件,我们与一家行业领先的镀锡公司合作,该公司能够开发先进的单边选择性镀锡工艺。
ESI能够使用材料堆叠技术满足复杂的设计要求,使我们能够一次切割许多零件坯料,限制成本并缩短交货时间。
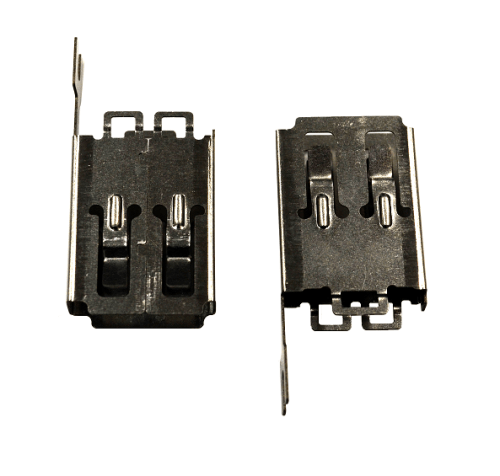
用于布线和电缆应用的冲压电气连接器
在另一个例子中,我们被要求这样做重新设计现有的电气连接器盖;客户AFC电缆系统公司正在寻找一种质量更高、价格更低、交货时间更短的产品。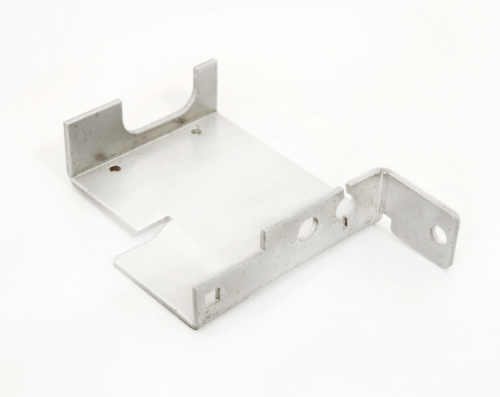
- 设计非常复杂;这些盖是用来作为菊花链电缆在地板内和地板下的电气滚道;因此,这个应用程序固有地存在严格的大小限制。
- 制造过程复杂而昂贵,因为一些客户的工作需要一个完整的盖子,而另一些则不需要,这意味着AFC一直在将零件分成两部分,并在需要时将它们焊接在一起。
- 通过使用客户提供的连接器盖板样本和单一工具,我们ESI团队能够对该部件及其工具进行逆向工程。从这里,我们设计了一种新的工具,我们可以在我们的150吨布利斯级进模冲压机上使用。
- 这使得我们可以用可互换的组件整体制造零件,而不是像客户一直在做的那样制造两个分开的零件。
这大大节省了成本——50万件订单的成本降低了80%,交货时间也从10周缩短到了4周。
汽车安全气囊定制冲压
某汽车客户需要一种高强度、耐压的金属垫圈用于福特运输货车的安全气囊。
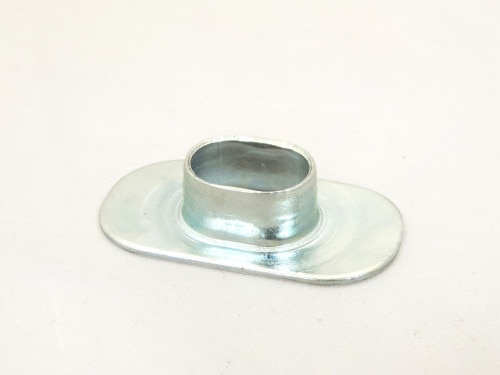
- 在34毫米x 18毫米x 8毫米的拉伸中,垫圈需要保持0.1毫米的公差,制造工艺需要适应最终应用中固有的独特材料拉伸。
- 由于其独特的几何形状,垫圈不能使用转移压力机模具生产,其深拉提出了一个独特的挑战。
ESI团队建造了一个24工位的渐进工具,以确保拉伸的正确发展,并使用DDQ钢镀锌,以确保最佳的强度和耐腐蚀性。金属冲压可用于制造各种行业的复杂零件。想了解更多关于我们所从事的各种自定义金属冲压应用程序的信息吗?访问我们的案例研究页面,或直接与ESI团队联系,与专家讨论您的独特需求。
在过去的10年里,作为ESI的客户,我们感到非常高兴。他们非常专业,提供优秀的品质,最重要的是,与他们一起工作很有趣。

总统
西北紧固件销售
我建议未来冲压件(钣金件)采用ESI。双子盾似乎不太容易制造,而且,如你所知,我们很难找到合适的供应商。工作质量一直很好,尺寸精度突出。我发现他们很容易合作,也很适合发展。价格是公平的,很高兴与当地的机构合作。

高级机械工程师
卡迈德医疗系统公司